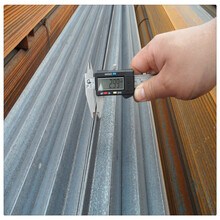
AH36美标H型钢-美标H型钢616*325*14*21.6多规格可定制
AH36美标H型钢-美标H型钢616*325*14*21.6多规格可定制
英标H型钢产品经过精细的表面处理,具有光滑平整、无裂纹和无缺陷的外观,了产品的美观度和使用寿命。
UB英标H型钢 305*127*37 304.4*123.4*7.1*10.7 材质S355米重 37kg
UB英标H型钢 305*127*42 307.2*124.3*8*12.1材质S355米重 41.9kg
UB英标H型钢 305*127*48 311*125.3*9*14材质S355 米重48kg
UB英标H型钢 305*165*40 303.4*165*6*10.2 材质S355 米重40.3kg
UB英标H型钢 305*165*46 306.6*165.7*6.7*11.材质S355米重 54kg
UB英标H型钢 356*127*33 349*125.4*6*8.5材质S355 米重33.1kg
UB英标H型钢 356*127*39 353.4*126*6.6*10.7 材质S355米重 39.1kg
UB英标H型钢 356*171*45 351.4*171.1*7*9.7 材质S355 米重45kg

澳标H型钢的结构及材质澳标H型钢,作为一种重要的建筑钢材,其特的结构和的材质赋予了它在众多工程项目中的广泛应用。
澳标H型钢的结构设计特,其截面形状呈现出“H”型,这种设计使得它在承受压力时具有更高的稳定性。其上下翼缘宽厚,能够提供更大的承载能力,使得澳标H型钢在承受重压时表现出色。同时,腹板的存在也增强了钢材的抗弯能力,使其在受到外力作用时能够保持较好的稳定性。
H型钢生产方法
H型钢可用焊接或轧制两种方法生产。焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将翼缘和腹板焊接在一起。焊接H型钢有金属消耗大、不易产品性能均匀、尺寸规格受限制等缺点。因此,H型钢以轧制方法生产为主。在现代化的轧钢生产中,使用轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用轧机尚不能对翼缘边端施以压下,这样就需要在机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次,或者是令轧件通过由几架机座和一两架轧边端机座组成的连轧机组,每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。为修正成品翼缘的倾角,设置成品轧机,又叫精轧机,其水平辊侧面与水平辊轴线垂直或有较小的倾斜角,一般不大于20′,立辊呈圆柱状。
用轧机轧制H型钢,轧件断面可得到较均匀的延伸,翼缘内外侧轧辊表面的速度差较小,可减轻产品的内应力及外形上的缺陷。适当改变轧机的水平辊和立辊的压下量,便能获得不同规格的H型钢。轧机的轧辊外形,形状简单,寿命长,轧辊的消耗可大为减少。轧机轧制H型钢的优点是: 同一尺寸系列只有腹板和翼缘的厚度尺寸是变化的,其余部位尺寸都是固定不变的。因此,同一孔型轧制的同一系列H型钢具有多种腹板和翼缘厚度尺寸规格,使H型钢规格数量大为增加,为使用者选择合适的尺寸规格带来的方便。
在无轧机的情况下,有时为了满足生产建设的急需,也可将普通二辊式轧机加装立辊框架,组成孔型轧制H型钢。用这种方式轧制H型钢,产品尺寸精度低,翼缘同腹板之间难成直角,成本高,规格少,轧制柱材用H型钢极为困难,故使用者不多。
AH36 美标H型钢616*325*14*21.6美标H型钢为了使底架中支腿结构的抗疲劳性能更强,在支腿结构的设计中广泛使用了强度钢材诸如WELDOX7、WELDOX96等新材料,同时其主要受力焊缝大多处理成坡口角形凸焊缝,增强了焊缝因震动而引起的疲劳特性,使应力集中的程度降至。所以支腿结构主受力焊缝如何处理应作为一个来把握。回转底座与支腿铰点的连接区域,是底架结构的危险区域,回转底座与支腿连接铰点的结构设计是底架结构设计的又一个。