S355K2英标H型钢-UC254*254*107尺寸定制




- 面议
- 2024-11-14 18:28:36
- 其它
- 山东
- H型钢,英标H型钢,美标H型钢,欧标H型钢
- 潘经理 16568251111
- 山东芸熙金属材料有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
S355K2 UC254*254*107英标H型钢尺寸定制
H型钢生产方法
H型钢可用焊接或轧制两种方法生产。焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将翼缘和腹板焊接在一起。焊接H型钢有金属消耗大、不易产品性能均匀、尺寸规格受限制等缺点。因此,H型钢以轧制方法生产为主。在现代化的轧钢生产中,使用轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用轧机尚不能对翼缘边端施以压下,这样就需要在机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次,或者是令轧件通过由几架机座和一两架轧边端机座组成的连轧机组,每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。为修正成品翼缘的倾角,设置成品轧机,又叫精轧机,其水平辊侧面与水平辊轴线垂直或有较小的倾斜角,一般不大于20′,立辊呈圆柱状。
用轧机轧制H型钢,轧件断面可得到较均匀的延伸,翼缘内外侧轧辊表面的速度差较小,可减轻产品的内应力及外形上的缺陷。适当改变轧机的水平辊和立辊的压下量,便能获得不同规格的H型钢。轧机的轧辊外形,形状简单,寿命长,轧辊的消耗可大为减少。轧机轧制H型钢的优点是: 同一尺寸系列只有腹板和翼缘的厚度尺寸是变化的,其余部位尺寸都是固定不变的。因此,同一孔型轧制的同一系列H型钢具有多种腹板和翼缘厚度尺寸规格,使H型钢规格数量大为增加,为使用者选择合适的尺寸规格带来的方便。
在无轧机的情况下,有时为了满足生产建设的急需,也可将普通二辊式轧机加装立辊框架,组成孔型轧制H型钢。用这种方式轧制H型钢,产品尺寸精度低,翼缘同腹板之间难成直角,成本高,规格少,轧制柱材用H型钢极为困难,故使用者不多。 
美标H型钢A992和A572GR50是两种常见的结构钢材料,用于制造建筑、桥梁、机械设备等领域。
美标H型钢A992是一种高强度低合金钢材,符合ASTM A992/A992M标准。它具有优良的力学性能和可焊接性,广泛用于制造重载结构和大型建筑物。A992 H型钢的抗拉强度为345MPa,屈服强度为450MPa,延伸率为18%。
A572GR50也是一种高强度低合金钢材,符合ASTM A572/A572M标准。它具有良好的可焊性和可塑性,广泛用于桥梁、建筑和机械设备制造等领域。A572GR50 H型钢的抗拉强度为450MPa,屈服强度为345MPa,延伸率为21%。
美标H型钢材质有A36、A572、A709、A992、A913、Q355B等
2、美标H型钢规格W4*13-W40*392
3、公差执行标准ASTM A6/A 6M-12
美标H型钢 W8*18 尺寸207*133*5.8*8.4 米重26.6kg
美标H型钢 W8*21 尺寸210*134*6.4*10.2 米重31.3kg
美标H型钢W8*24 尺寸201*165*6.2*10.2米重35.9kg
美标H型钢 W8*28 尺寸205*166*7.2*11.8 米重41.7kg
美标H型钢 W8*31 尺寸203*203*7.2*11 米重46.1kg
美标H型钢 W8*35 尺寸206*204*7.9*12.6 米重46.1kg
美标H型钢 W8*40 尺寸210*205*9.1*14.2 米重59kg
A992和A572GR50在力学性能上相似,都具有较高的强度和良好的可焊性。它们的区别在于化学成分和生产标准。A992钢材的合金元素含量稍高,可提供更高的屈服强度;而A572GR50钢材的硫含量较低,有助于提高可塑性和可焊性。
A992和A572GR50都是的结构钢材料,可以根据具体的工程要求选择合适的材料。
H型钢是当今钢结构建筑中应用广泛的型材,它与工字钢相比有着很多的区别。是翼缘宽,其次翼缘内表面没有斜度,上下表面平行。H型钢的截面特性要明显优于传统的工字钢。目前我国已经能够生产70余种规格的H型钢。
根据国家标准GB/T11263-1998《热轧H型钢和剖分T型钢》的规定,H型钢分为宽缘翼H型钢(代号HW),中翼缘H型钢(代号HM),窄翼缘H型钢(代号HN),同样T型钢也分为TW、TM和TN三类。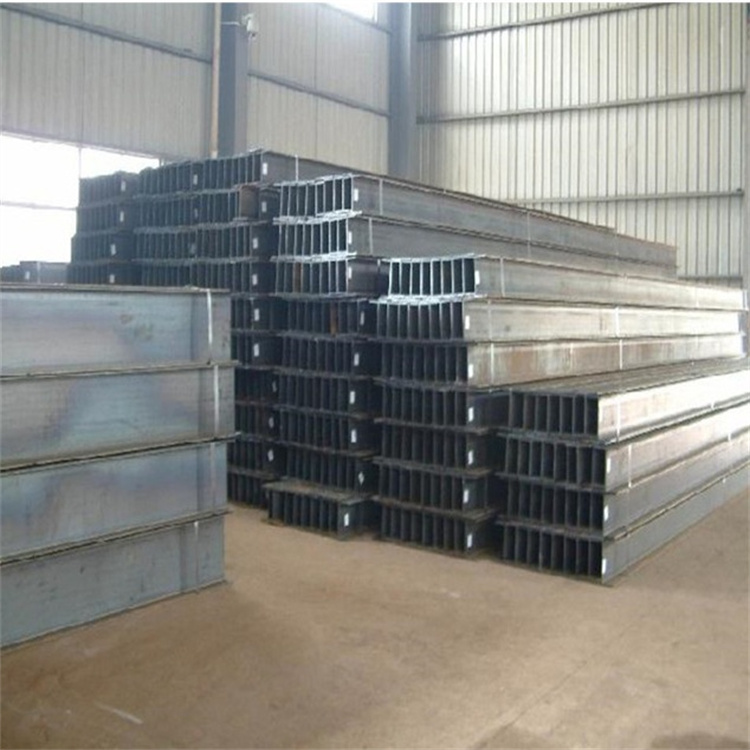
S355K2英标H型钢 UC254*254*107对于劳动生产率低、全厂性费用高的厂,固定费用的比例还要高一些。首钢炼铁厂1976~1979年各季度按相同价格(1979年价格)调整后的冶炼加工费见图1.关系式y=23.97-4.75x相关系数υ=.94(式中y冶炼加工费,x高炉利用系数)上面统计的冶炼加工费不包括中修预提费和吹氧费。根据1976~198年5年统计,平均每年花预提费464万元,该项费用属固定费用,应按不同产量进行分摊[464万元÷(4139×355×系数)].当精矿品位由65%提高到66%时,假设高炉利用系数由1.92提高到1.98,提高品位前的冶炼加工费取25.元/t,则提高品位后的冶炼加工费为:提高品位前后冶炼加工费相差.45元。
- H型钢,英标H型钢,美标H型钢,欧标H型钢
- 冷弯型钢
- 潘经理
- 其它
- 山东
- S355K2
- 金属制品
- 可定制
- 深加工(冲压、折弯等)



